





Daya Biasa Elektroda Grafit Diameter Cilik Migunakake Kanggo Tungku Peleburan Kalsium Karbida




Parameter teknis
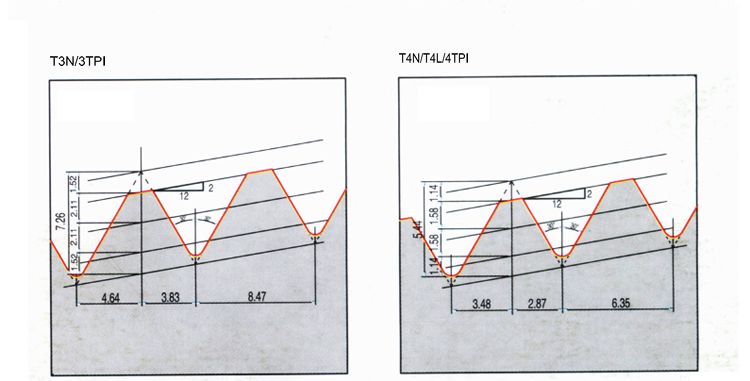
Bagan 1: Parameter Teknis Kanggo Elektroda Grafit Diameter Cilik
| Dhiameter | Part | Resistance | Kekuatan lentur | Modulus enom | Kapadhetan | CTE | awu | |
| inch | mm | μΩ·m | MPa | GPa | g/cm3 | × 10-6/ ℃ | % | |
| 3 | 75 | Elektroda | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 4 | 100 | Elektroda | 7.5-8.5 | ≥9.0 | ≤9.3 | 1.55-1.64 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 6 | 150 | Elektroda | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 8 | 200 | Elektroda | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 9 | 225 | Elektroda | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
| 10 | 250 | Elektroda | 7.5-8.5 | ≥8.5 | ≤9.3 | 1.55-1.63 | ≤2.4 | ≤0.3 |
| Puting susu | 5.8-6.5 | ≥16.0 | ≤13.0 | ≥1.74 | ≤2.0 | ≤0.3 | ||
Bagan 2: Kapasitas Mawa Saiki Kanggo Elektroda Grafit Diameter Cilik
| Dhiameter | Beban Saiki | Kapadhetan Saiki | Dhiameter | Beban Saiki | Kapadhetan Saiki | ||
| inch | mm | A | A/m2 | inch | mm | A | A/m2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Aplikasi Utama
- Peleburan kalsium karbida
- Produksi Carborundum
- Pemurnian korundum
- Peleburan logam langka
- Ferrosilicon tanduran refraktori
Proses Produksi Elektroda Grafit RP
Rekomendasi Pedoman Kanggo Transportasi lan Nyimpen
1.Operate kasebut kanthi teliti, kanggo nyegah slipping amarga ngiringake elektroda lan bejat elektroda;
2. Supaya kanggo mesthekake lumahing mburi elektroda lan Utas elektroda, please ora pancing elektroda ing loro ends elektroda karo pancing wesi;
3. Iku kudu dijupuk entheng kanggo nyegah ngengingi peserta lan nyebabake karusakan thread Nalika loading lan unloading;
4. Aja tumpukan elektrods lan joints langsung ing lemah, Apa sijine ing pigura kayu utawa wesi kanggo nyegah karusakan elektroda utawa kelet ing lemah, Aja mbusak packaging sadurunge digunakake supaya kanggo nyegah bledug, lebu Mudhun ing bolongan utawa bolongan elektroda;